АВТОМАТИЗИРОВАННЫЕ ГАЛЬВАНИЧЕСКИЕ ЛИНИИ
Автоматизированная гальваническая линия управляется рабочим с помощью находящегося в его распоряжении пульта управления. При этом в автоматическом режиме поддерживается соблюдение некоторых технических параметров, требуемых для выполнения технологических операций: температурный режим, параметры тока и т.д.
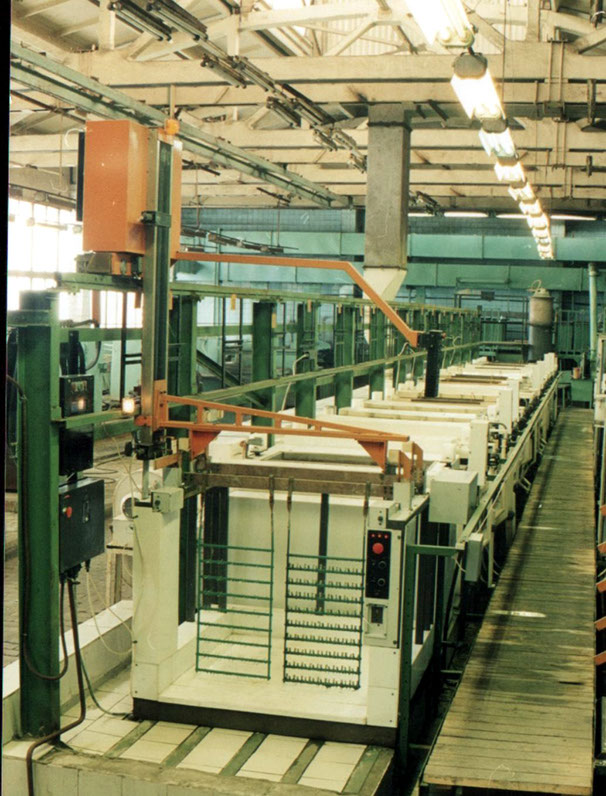
Автоматизированная гальваническая линия монтируется на едином каркасе, устанавливаемом непосредственно на пол цеха. Ее основными технологическими модулями и системами являются:
- система транспортировки, состоящая (в зависимости от производительности) из одного или нескольких транспортных роботов, грузоподъемностью 50, 100, 150 или 250 кг. Количество транспортных роботов зависит от конфигурации линии и ожидаемой производительности;
- система управления СРГЛ–М, обеспечивающая одновременную совместную работу одного, двух и более транспортных роботов в составе одной линии;
- система трубопроводов, изготавливаемая из полипропилена в пределах габаритов линии. Точки подключения трубопроводов к системам цеха определяются Заказчиком при монтаже линии;
- система кабелепроводов, обеспечивающая подключение модулей линии к шкафу распределительному, который устанавливается рядом с линией, на месте, согласованном с Заказчиком;
- система вентиляции, в которую входят бортовые отсосы ванн и объединительные короба, изготавливается из полипропилена. Система подключается к вентиляции цеха в местах согласованных с Заказчиком;
- модуль(-и) электрохимических операций, состоящий из процессной ванны, агрегата выпрямительного и приёмника ИК. Транспортный робот, через приёмник ИК включает агрегат выпрямительный и задаёт необходимую силу тока после установки штанги с деталями на ванну;
- модуль(-и) химических операций, представляющий собой процессную ванну;
- модуль(-и) промывки, включающий в себя ванну промывки и контроллер дозированной промывки. Подачу промывной воды в ванну включает контроллер дозированной промывки, по команде от транспортного робота. Объём воды необходимый для промывки деталей на подвеске определяется технологом при разработке технологического процесса;
- камера сушильная, предназначенная для сушки деталей на подвесках и работающая в автоматическом режиме. Вентилятор камеры и электронагреватель воздуха включаются при установке штанги с деталями в ловители камеры;
- устройство загрузки и выгрузки обеспечивает свободный режим загрузки линии при автоматической работе.
Расположение технологических модулей в линии (однорядное, двухрядное и т.д.) определяется последовательностью технологических операций и размерами предоставленных производственных площадей.

В состав линии, при технологической необходимости, могут быть включены и другие технологические модули, устройства и системы:
- блоки электронагревателей;
- установки непрерывной фильтрации;
- механизм качания;
- автоматические крышки;
- устройства перемешивания;
- устройства компенсации испарения;
- рН контроллерами.
Линии могут быть укомплектованы дополнительно:
- баками подготовки растворов;
- установками фильтрации;
- переносными насосами перекачки растворов.